


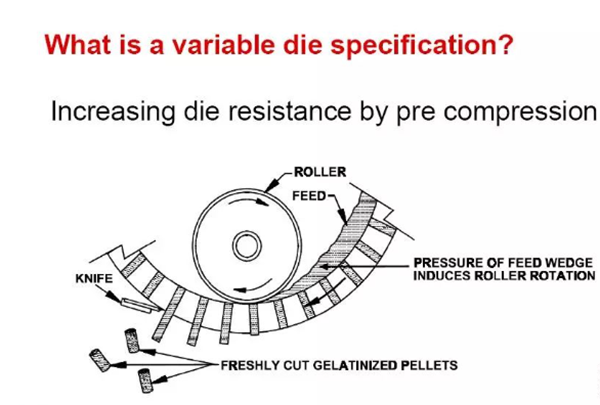
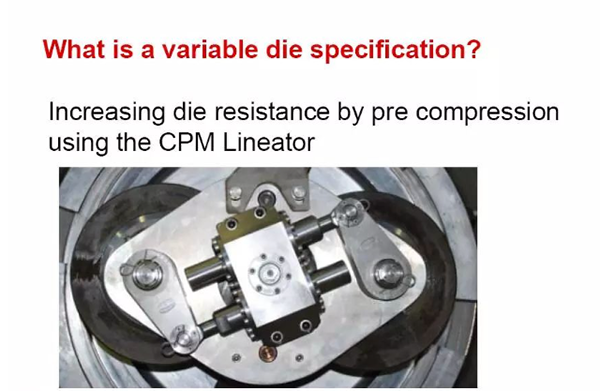
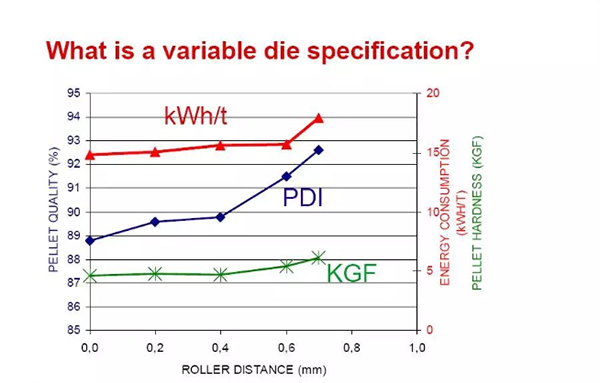
تنظیم فاصله بین غلتک فشاری و قالب حلقهای گرانولساز بخش مهمی از عملکرد گرانولساز است. اگر تنظیم فاصله منطقی باشد، گرانولساز خروجی بالا، مصرف انرژی پایین، کیفیت خوب ذرات، سایش کم غلتک فشاری و قالب حلقهای و عمر طولانی خواهد داشت.
گرانولساز نمیتواند به درستی کار کند، کیفیت ذرات تضمین نمیشود و اگر فاصله بین غلتک فشار و قالب حلقهای خیلی کم باشد، به شدت ساییده میشود و حتی باعث ترکیدن قالب حلقهای میشود. این امر الزامات بالایی را برای اپراتورهای گرانولساز ایجاد میکند که باید دانش غنی در مورد تنظیم غلتک فشار داشته باشند. به منظور کاهش تأثیر عوامل ناپایدار ناشی از عملیات انسانی و همچنین کاهش شدت کار انسانی و بهبود راندمان تولید.
فناوری تنظیم خودکار برای فاصله بین غلتک فشار و قالب حلقهای پدیدار شده است.

اصول فنی:
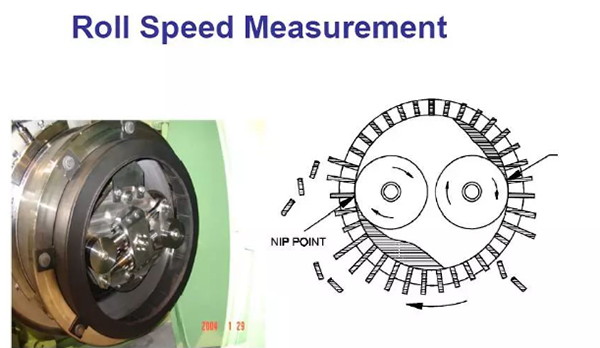
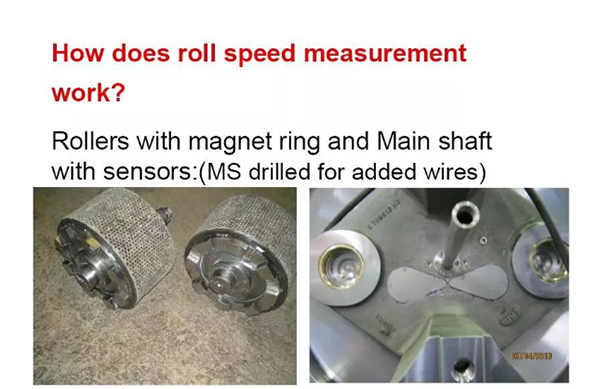
این سیستم عمدتاً از یک سیستم اجرای سیلندر روغن، یک سنسور زاویه و یک سیستم کنترل PLC تشکیل شده است. عملکرد سیستم اجرای سیلندر روغن، هل دادن غلتک فشار برای چرخش در جهت عقربههای ساعت یا خلاف جهت عقربههای ساعت است، حتی اگر فاصله بین غلتک فشار و قالب حلقه افزایش یا کاهش یابد.
وظیفه سنسور زاویه، حس کردن تغییرات زاویه غلتک فشار و انتقال سیگنال تغییر به سیستم کنترل PLC است؛ سیستم کنترل PLC وظیفه تبدیل تغییر زاویه غلتک فشار به تغییر اندازه شکاف بین غلتک فشار و قالب حلقهای و مقایسه آن با مقدار شکاف تنظیمشده برای تعیین جهت و اندازه سیستم اجرای سیلندر روغن را بر عهده دارد تا شکاف واقعی و شکاف تنظیمشده در محدوده مجاز خطا سازگار شوند.
مزایای فنی:
صفحه لمسی موجود در محل به عنوان رابط تعاملی عمل میکند و کار با آن را آسان میسازد.
کاهش تماس فلز با فلز، کاهش سایش غلتک فشاری و قالب حلقهای، و افزایش قابل توجه طول عمر دستگاه؛
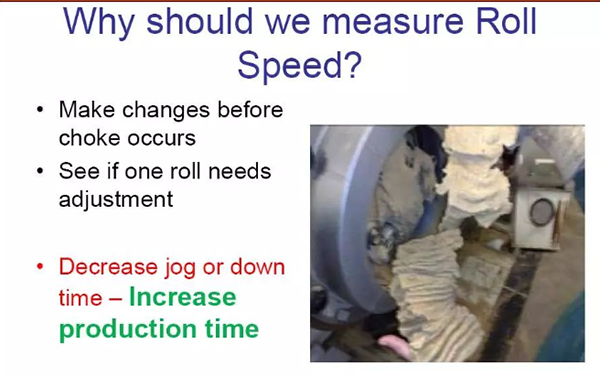
کاهش تقاضای برق، کاهش زمان از کارافتادگی و صرفهجویی در زمان و هزینهها؛
دقت تنظیم بالا، خطای فاصله بین غلتک فشار و قالب حلقهای را میتوان در محدوده ± 0.1 میلیمتر کنترل کرد.
میتوان آن را در هر زمانی در طول عملیات گرانولاتور تنظیم کرد، که تا حد زیادی قابلیت اطمینان و کارایی کار را بهبود میبخشد و شدت کار را کاهش میدهد.
بدون روغن روان کننده، افزایش ایمنی خوراک.



زمان ارسال: ۱۲ ژوئیه ۲۰۲۳








